电力穿线碳素管视频-电力穿线碳素管|湖南省娄底市|新化|娄星|张家界|永州|常德|益阳|长沙|株洲
更新时间:2025-06-20 05:50:29
Tags: HDPE硅芯管

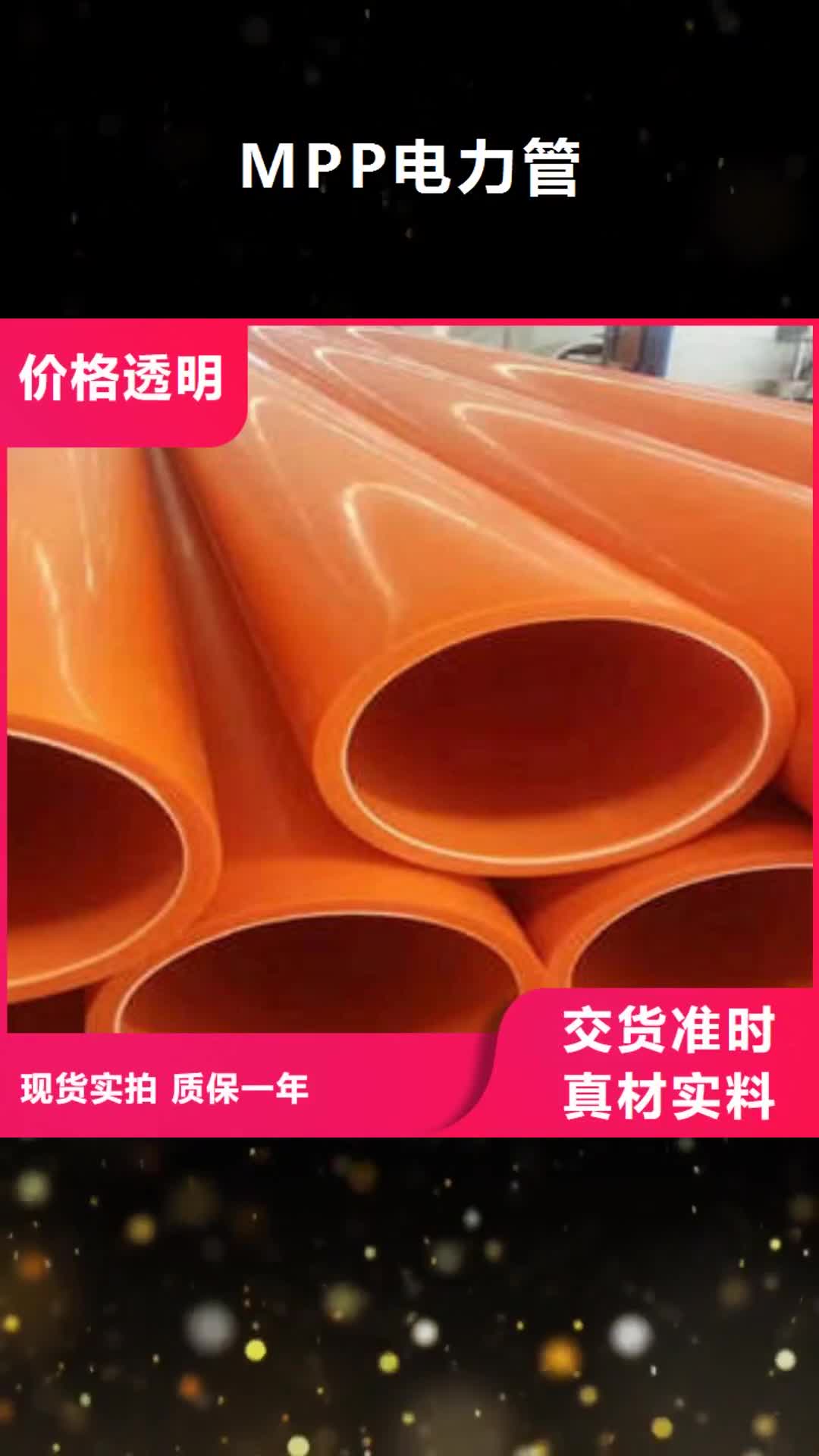
想要一睹HDPE硅芯管产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 规格 | 2000/盘 |
| 颜色 | 彩色 |
| 型号 | 40/33 |
| 原料 | 高密度聚乙烯 |
| 压力 | 1.0MPA |
| 应用领域 | 高速公路穿线 |
| 连接方式 | 硅芯管接头 |
| 敷设方法 | 地埋 |
| 范围 | 总部设立于【聊城],服务网络覆盖湖南省 娄底市 长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、怀化市、湘西市、永州市、郴州市 娄星区、双峰县、新化县、冷水江市、涟源市等区域。 |

,在娄底买认准润星电力管材(娄底市分公司)w2925437581948,5UhDtPc2o品质保证行业资讯,无论您是新客户还是老客户,我们都将竭诚为您服务,为您提供产品和服务。联系人:王经理,地址:[塑料管材产业园]。

施工人员戴帽和穿反光背心,穿防滑鞋等。在已通车路段硅芯管试通前需要确定试通方案,一般有两种情况。当以前吹缆没有严格按照一根光缆使用一根硅芯管的情况下,在次吹缆就可以任意选择硅芯管。因此在试通对剩余的8根管道进行试通,选择 的管道为下一步吹缆做准备,对8根管道进行压力测试,从压力管道进行试通棒贯通,选择合适的管道为吹缆进行准备。比如以前敷设12孔硅芯管,已经在使用4根管道,以前在使用4根管道吹缆时每根光缆严格使用相同的颜色的硅芯管,目前在吹光缆时也是严格要求使用某一颜色的硅芯管,那就需要对某以颜色的硅芯管进行试通。硅芯管施工,在对某根硅芯管进行试通时需要考虑管道的密封性和贯通性。一般使用6个大气压。 当管道的一端压力很小或者几乎没有气的情况下,该管道几乎不能吹缆,因为该管道在途中漏气,当没有气的情况下说明管道破裂或堵塞,不能吹缆,当压力很大的时候,在管道中放置试通棒,1000米的管道试通棒在10秒中左右从管对端出来,而且出来的时候力量很大,该管道吹缆几乎没问题,如果该试通棒在15秒左右出来,并且力量很小,那说明管道有压瘪的情况,吹缆会出现光缆留在管道中间需要人工挖坑处理的情况。当试通棒没有从管道来,运用电子无线探测仪,将无线探测仪的号发生器气吹到硅芯管,如果管道堵塞,号发生器将存留在硅芯管内,然后用手持号沿管道方向查找,找到号发生器,从而找到故障点,可以进行修复。然后继续重复以上的步骤。 继续试通。因为在试通中需要一定的人力和设施,因此建议在试通中进行故障修复,路由勘测、通井间距测量,进出收费站人工穿缆量确认,光缆配盘等相关工作同时进行。同沟敷设的光缆(硅芯管)穿跨越应结合管道穿跨越方式确定,并尽量利用管道穿跨越结构;当条件限制无法利用管道穿跨越结构时,应采用单独穿跨越方式。管道采用混凝土套管或钢套管顶管穿越公路、铁路时,在混凝土套管或钢套管内有足够空间的条件下,光缆(硅芯管)宜利用顶管内光缆(硅芯管)吊架或管道支架等方式穿越,光缆(硅芯管)宜采用具有一定强度的套管保护,保护套管两端宜伸出顶管两侧各0.5m。当混凝土套管或钢套管空间不足时,光缆(硅芯管)宜采用钢管保护后,单独顶管穿越。

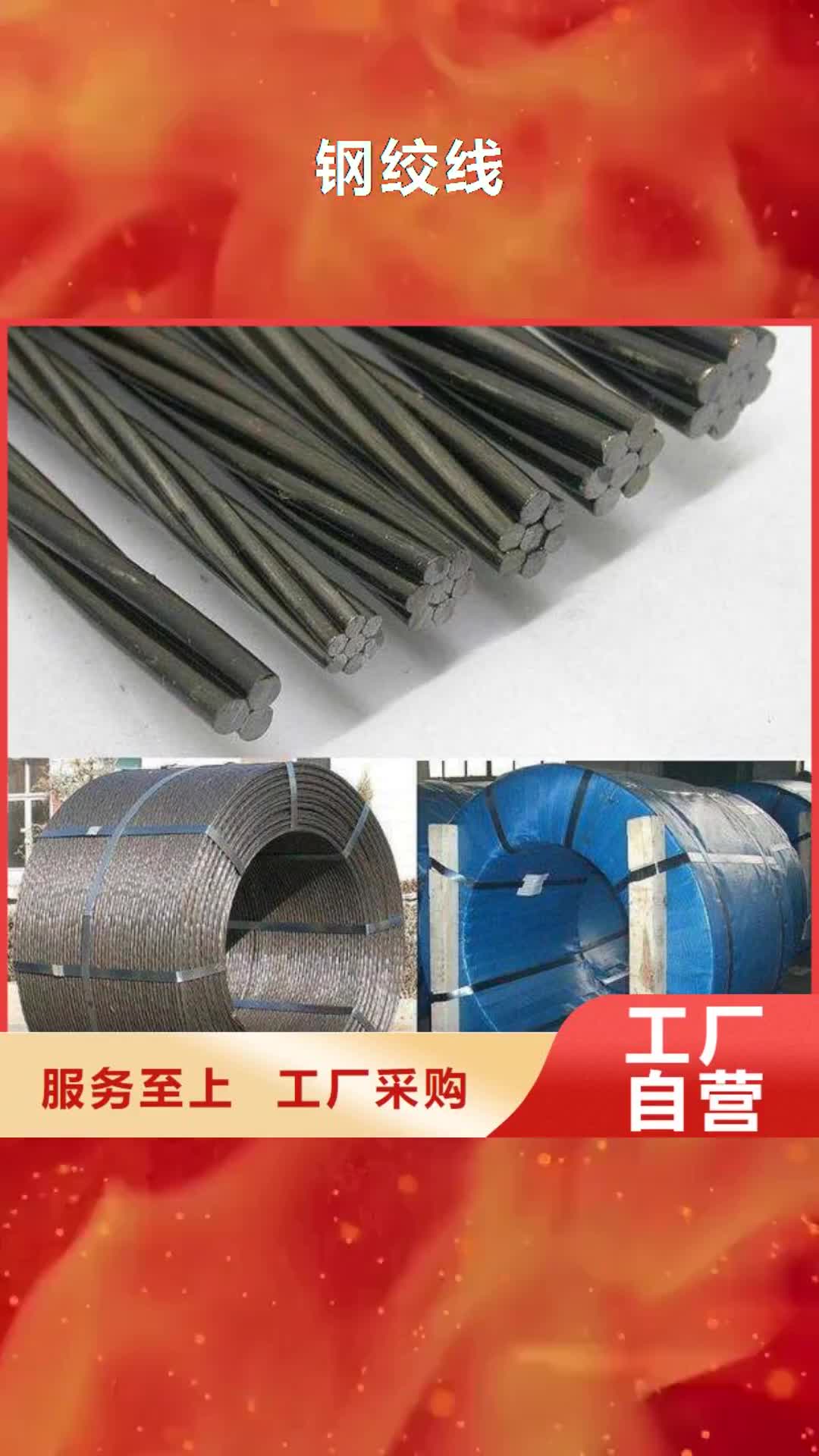
非开挖PE硅芯管工程施工过程开始前,一定要注意对施工环境的详细情况进行勘测,然后由专业的施工团队进行讨论,对地面和地表的所有的建筑物、PE硅芯管进行图纸的绘制,然后进行施工进程的计算,在将施工的成本进行考虑,这样才能够确保制定出合理的施工周期,才能够保证施工的正常进行。在高速公路通和光缆干线的基础设施建设中,PE硅芯管起着非常重要的作用。PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家在其穿缆工作不再受时间和条件的限制。 HDPE硅芯管厂家为高速公路通及其它号传输方面使用的光(电)缆提供了方便快捷、可靠、经济的有力保障。但PE硅芯管管道工程对质量控制过程的要求较高。下面从进场PE硅芯管材料、管道路由和管沟开挖、PE硅芯管敷设、人孔建筑、贯通试验、竣工验收这六方面阐述硅芯管管道的质量控制过程。核对PE硅芯管材料程式:HDPE硅芯管内径与光缆外径的比值将直接影响到气吹敷缆的长度。常用的管径外径/内径为40/33、50/42、32/26(毫米),检测工具为游标卡尺。PE硅芯管-HDPE硅芯管-PE硅芯管厂家 CJ 色标是在某一纯色为基色的硅芯管身上镶嵌其它色彩的纵向条纹作为标识,如1×4、2×3、3×2等,通过外观检查色谱色彩鲜度和纵向条纹顺直性。 核对PE硅芯管单盘盘长:应服从工程实际需要和人井设臵间隔长度,硅芯管铺设时,在沟内(长距离范围内)会有一定的自然弯曲,因而实际使用的PE硅芯管长度要比地面长约0.4-0.7%,富余量一般取1.3%,如若忽略该因素,会导致短段和接头数量增加,按此要求编制配盘表并提供给厂方。40/33硅芯管的标准盘长为2000米。HDPE硅芯管的运输:装车时,盘与盘之间不应留有大地间隙,以减少行车中盘架的相互碰撞,成盘的PE硅芯管不可平放运输。用大绳将盘架与车厢捆绑紧,并在盘架左右下方加垫三角木块,防止运输途中成盘硅芯管在车厢内滚动。切勿用绳索紧勒管子,严禁用铁丝或钢绳捆绑硅芯管。由业主、监理、厂方、施工方组织进货检验。

根据检验结果形成现场检验报告。聚乙烯硅芯管的内外层和色标线用HDP置树脂成型时,选用料的熔体流动速率应相接近或相同。三台挤出机挤出熔料的流速应相同,这样,有利于三台挤出机同时挤出进入复合管模具中的三种熔融料接触界面的混熔。复合管成型模具中熔料流道腔工作面应光滑乎整、无零件间的装配凸台或平面结合经隙;各零件的制造和装配精度要求高。为了保证复合管内壁的光滑,保证制品内表面的 摩撩系数,注意模具中的芯棒外因工作面加工精度和光滑度要严格技制,租糙度R8应不大于o.32y”。PE硅芯管成型后的复合管应缓慢降温,水槽中冷却水的温度控制在12一16℃范围内。PE硅芯管牵引速度和管坯的挤出速度相匹配,把挤出成型复合管的牵引速度控制在10m/min以内。 聚乙烯硅芯管挤出成型时,由于复合管用料的不同,则三台挤出机对挤出原料的塑化工艺温度也就各有不同。硅芯管外层和色标线用料是高密度聚乙烯,挤塑这两种原料的挤出机机筒各段温度控制与普通高密度聚乙烯管的挤出工艺温度控制相同。聚乙烯硅芯管的内衬管由于HDPE树脂掺有硅烷类润滑剂,则其挤出机机简各段工艺温度的控制赂有差别。机简的加料段温度100一125℃,塑化段为135—160℃,均化段温度为170一185℃。成型硅芯复合管用模具温度175—190℃。硅芯管外观质量外观颜色均匀一致;内外壁实体应平整、均匀、光滑,无塌陷、坑凹、孔洞、撕裂痕迹及杂质麻点等缺陷;截面无气泡、裂痕;内壁紧密熔结、无开脱现象;外壁上产品标识完整、清楚。 PE硅芯管内壁摩擦系数静态:≤0.25(平板法,对HDPE标准试棒),动态:≤0.15,拉伸强度(MPa)≥21,断裂伸长率(%)≥350。PE硅芯管 牵引负荷(N)≥8000,冷弯曲半径(mm)400,环刚度(KN/m2)≥50,扁平试验垂直方向加压至外径变形量为原外径的50%时,立即卸荷,试样不破裂、不分层。PE硅芯管复原率(%)垂直方向加压至外径变形量为原外径的50%时,立即卸荷,试样不破裂、不分层,10min外径能自然恢复到原来的85%以上。光(电)缆、硅芯管道敷设前应进行路由复测。路由及敷设方式应以规划部门批准的红线和批准的施工图设计为依据。必要的路由变更,可由监理、施工人员提出,经建设单位同意确定;对于500m以上的较大的路由变更。 设计单位应到现场与监理、施工单位协商,建设单位批准,并填写"工程设计变更单"。路由复测时,应核定光(电)缆、硅芯管道的路由走向、敷设位置,合理配盘,选定便于施工、维护、可靠的光(电)缆接头、人(手)孔位置。光(电)缆、硅芯管道路由复测定位时,应符合当地的建设规划和地域内保护、环境保护和当地民族风俗的要求。光(电)缆、硅芯管道应按设计规定穿越河流,过河地点应选择在河道顺直,流速不大,河面较窄,土质稳固,河床平缓,两岸坡度较小的地方。光(电)缆、硅芯管道路由应避开铁路及公路升级、改道、取直、扩宽和路边规划的影响地段,核定关于青苗、园林等赔补地段。核定"四防气防腐蚀、防白蚁、防强电、防雷)等地段的长度、措施及实施的可能性。










大家都爱看